
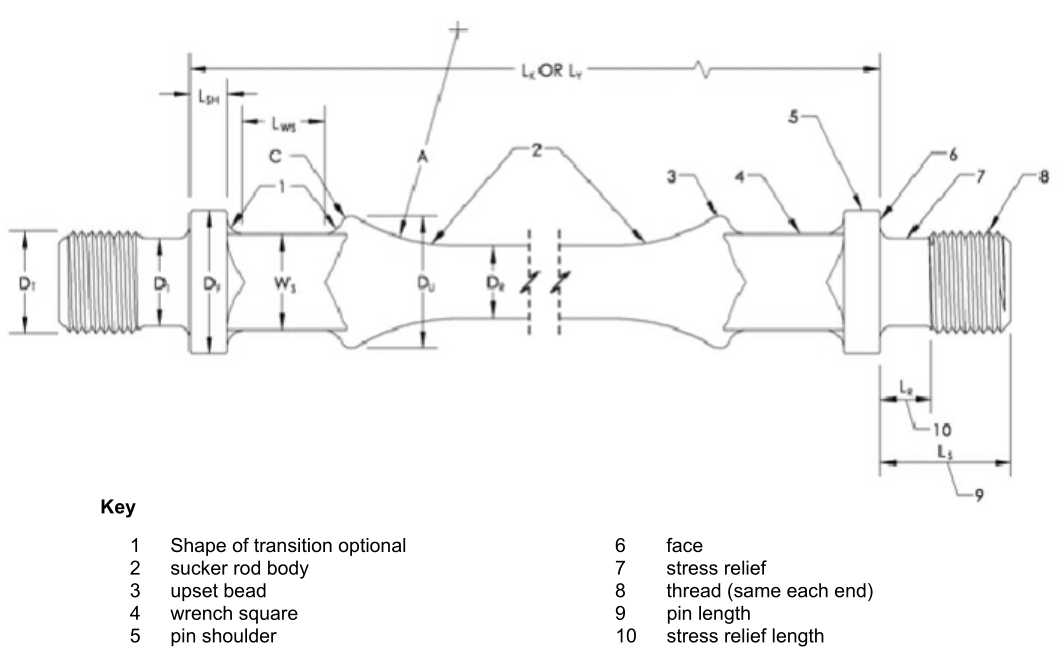
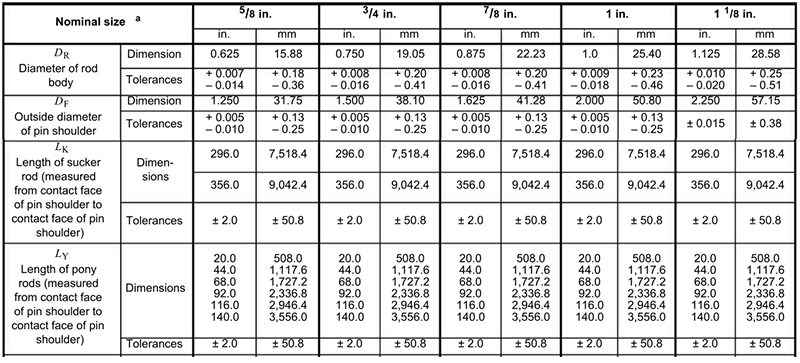
Selon la norme API 11B, les dimensions et les tolérances des tiges de pompage en acier et des tiges de poney en acier sont les suivantes:
4 têtes / min, 2 équipes / jour, 260 jours ouvrables / an.
Productivité annuelle 4 × 0,5 × 60 × 2 × 8 × 260 = 499200 pcs

Cette ligne de production adopte le four à induction à fréquence intermédiaire avec chargement automatique et dispositif de décharge.
Les barres d'acier sont stockées sur le banc de stockage, le dispositif de rotation transforme la barre d'acier en une table à rouleaux d'alimentation, puis le moteur à fréquence variable entraîne le réducteur, le réducteur entraîne le rouleau à tourner afin de faire avancer les barres d'acier. Une fois la fin de la barre d'acier envoyée à l'inducteur sur une certaine distance, le rouleau cesse de tourner.
Le four à induction équipé de 2 jeux d’inducteurs, l’inducteur GTR40 pour tige de pompage  "à
"à  ", l’inducteur GTR50 pour tige de pompage
", l’inducteur GTR50 pour tige de pompage  "à
"à  ". Le thermomètre à infrarouge lointain est utilisé pour surveiller et mesurer la température de chauffage de la ventouse en temps réel.
". Le thermomètre à infrarouge lointain est utilisé pour surveiller et mesurer la température de chauffage de la ventouse en temps réel.
Le four à induction est équipé d'une tour de refroidissement de type fermé remplie d'eau pure, utilisée pour fournir de l'eau de refroidissement à la fois pour la puissance intermédiaire et l'inducteur. Le fluide de refroidissement en circulation fonctionne dans les circulations fermées, sans aucune impureté étrangère, ce qui non seulement garantit la pureté du fluide de refroidissement, mais élimine également le phénomène de calaminage à l'intérieur du pipeline.
Notre presse à forger horizontale est une sorte de presse à forger horizontale moderne avec installation de matrices horizontales. Il s’agit d’un équipement idéal pour le renversement de la tige du meunier
Cette presse à forger horizontale peut réaliser une forge à plusieurs empreintes, ce qui est très pratique pour le retournement des tiges du ventilateur. La collecte de matière, la mise en place d'une clé, la formation d'épaulement et le lestage peuvent être obtenus avec un seul jeu de presse de forge horizontale chauffée une seule fois, à la fois économique et efficace.
Il est très facile de réaliser la production automatique de tiges de pompage avec l’installation d’un robot industriel.
Il est simple d'installer des matrices et de les ajuster.
Cette presse à forger horizontale présente une bonne rigidité et une excellente précision de la tige de pompage.
Le SPM est jusqu'à 45 fois / min, apportant une productivité élevée.
L'embrayage de la presse à retournement horizontale adopte une structure de bloc flottant à inertie unique avec une faible inertie, qui présente l'avantage de générer moins de chaleur, une longue durée de vie et une facilité de remplacement après son usure.
La force de serrage de notre presse à refouler correspond à 1,11 fois la force de refoulage, ce qui garantit que le reste de la barre d’acier est bien serré pendant le processus de refoulage.
Toutes les tiges de pompage en acier massif de "po à " po peuvent être inversées grâce à un jeu de presse de forge horizontale à matrices différentes.
La chaîne de production adopte un équipement de traitement thermique à fréquence intermédiaire avec dispositif d'alimentation et de déchargement automatique.
Les tiges de ventouses sont stockées sur le banc de rangement, le dispositif de rotation transforme la tige de ventouses dans la table des rouleaux d’alimentation. Le rouleau de transport d’alimentation est composé d’un rouleau en forme de V qui est placé à un certain angle de manière à faire avancer la tige à ventouse avec rotation. La tige de pompage est envoyée au premier inducteur par le dispositif d'alimentation à rouleaux pour chauffer jusqu'à une certaine température. Le second inducteur est un inducteur de suivi qui est spécial pour compenser la température pour le renversement de la tige de ventouse. Une fois que l'extrémité opposée de la tige à ventouse se dégage du premier inducteur, l'inducteur de suivi se déplace avec l'extrémité renversante de la tige à ventouse pour chauffer l'extrémité renversante de la tige à ventouse qui rend cohérente la température de chaque partie de la tige. Le rouleau de convoyage a envoyé la tige à ventouse à la chemise d'eau pour la trempe. Le rouleau transporteur a envoyé la tige de pompage au troisième inducteur pour qu'il soit tempéré lorsque la tige de pompage a terminé sa trempe. Le troisième inducteur sert à maintenir la température. Enfin, la tige de pompage est transmise par le convoyeur au lit de refroidissement.
L'ensemble du processus de traitement thermique de la trempe et du revenu de la tige de pompage (chargement, transport, chauffage, alimentation, transmission, décharge, etc.) est automatiquement contrôlé par l'ordinateur personnel industriel.
L'ordinateur occupe la position de contrôle principale dans l'ensemble des équipements de traitement thermique. L'ordinateur émet une commande correspondante à l'alimentation après le calcul et l'analyse complète du signal de température recueilli qui permet à l'alimentation de produire la puissance correspondante. La date de production, l'heure et la température de chauffage sont enregistrées et stockées en temps réel et peuvent être régulièrement transmises au niveau de la direction.
L'équipement de traitement thermique adopte un thermomètre à infrarouge lointain. La précision de la mesure de la température est ± 0,3% ± 1 ° C de la valeur mesurée.
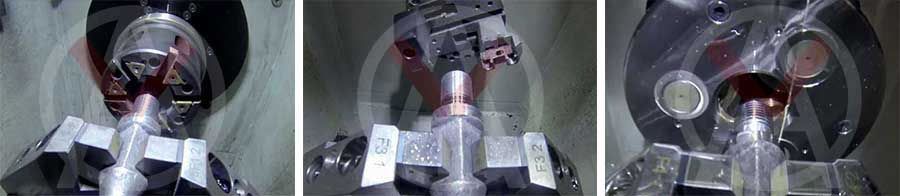
La chaîne de production de cannes à suceur adopte un tour CNC complet avec dispositif d'alimentation et de déchargement automatique.
La tige de pompage sont stockés sur le banc de stockage, retournez dispositif tourne la tige de pompage dans le convoyeur à rouleaux d'alimentation, puis le moteur à fréquence variable entraîne le réducteur, le réducteur entraîne le rouleau en rotation afin de faire avancer la tige de pompage. Une fois que l'extrémité de la tige de pompage est envoyée sur le tour CNC à travers l'alésage de la broche sur une certaine distance, le rouleau cesse de tourner.
Le tour CNC est équipé du système CNC FANUC et du servomoteur.
CONTACTEZ NOUS
Notre équipe d'assistance répond habituellement pendant 24 heures.



















