Barisan pengeluaran arang memilih terdiri daripada gergaji induksi frekuensi automatik, pelepasan induksi frekuensi automatik, oksida salutan mesin penapisan, penekan akhbar, pukulan peletupan mesin, pelarik CNC, mesin penggerudian, mesin pemesinan, mesin kimpalan butt, mesin pateri automatik & pelindapkejutan, circlip memasang mesin, oiling & mesin pengering, dll.
I. Pengeluaran pelbagai
II. Produktiviti
4 pcs / min, 2 shift / hari, 260 hari bekerja / tahun.
Produktiviti setiap tahun 4 × 60 × 2 × 8 × 260 = 998400 pcs
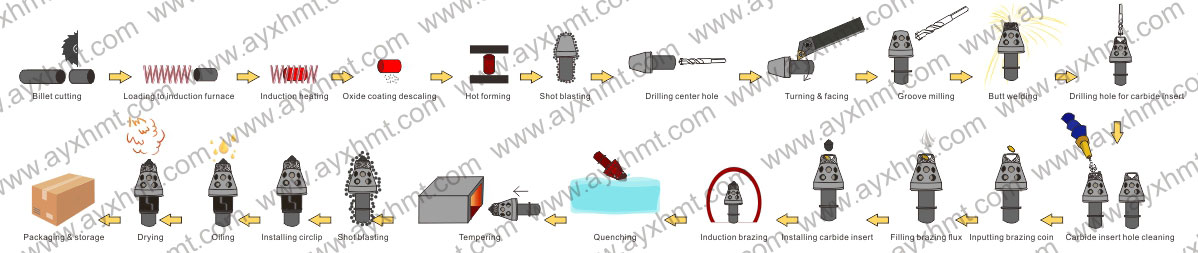
III. Carta aliran pengeluaran
IV. Penerangan peralatan utama
1. melihat cakera CNC
Saw cakera CNC digunakan untuk memotong billet keluli dengan cekap dan tepat. Billet keluli yang dipotong oleh cakera CNC saw mempunyai hampir tiada cerun bahagian, yang sangat sesuai untuk proses pembentukan selanjutnya, terutamanya pick arang batu ditubuhkan secara menegak. Billet keluli yang dipotong oleh saw cakera CNC mempunyai ralat berat yang sangat kecil, yang merupakan jaminan penutupan mati yang tertutup tanpa kilat. Kecekapan kerja cakera CNC saw adalah 5 kali melihat tradisional band. Satu pengendali boleh mengendalikan 4 set cakera CNC tanpa sebarang masalah, dengan kos buruh kurang.
2. relau induksi frekuensi perantaraan automatik
Relau induksi frekuensi perantaraan automatik digunakan untuk memanaskan billet keluli kepada suhu tempa yang diperlukan. Relau induksi ini dilengkapi dengan pemuat langkah automatik, pengendali hanya perlu meletakkan billet keluli menjadi load load secara pukal. Pemuat langkah automatik menaikkan billet keluli secara melintang ke saluran makan, rantai pemakanan atau pneumatik akan mendorong billet keluli ke gegelung induksi. Di dalam gegelung induksi, billet keluli dipanaskan untuk suhu suhu yang diperlukan.
Relau induksi dilengkapi dengan termometer inframerah untuk mengesan suhu billet besi. Menara penyejukan jenis tertutup digunakan untuk menyejukkan kedua-dua gegelung induksi dan sumber kuasa frekuensi pertengahan.
3. Tekan press
Tekan penekan digunakan untuk membentuk bentuk asas arang batu. Untuk mengurangkan salutan oksida dan meningkatkan kualiti permukaan, penempaan panas digunakan dalam proses ini. Strok adalah cukup lama untuk membentuk arang batu.
Bukan sahaja menimbulkan akhbar, tetapi juga menjalin stesen semburan mati dan grafit boleh dibekalkan bersama-sama.
4. Pelarik CNC
Pelarik CNC digunakan untuk pemesinan permukaan arang batu untuk memenuhi keperluan ketepatan pemasangan. Pelarik CNC mengamalkan katil rata rata yang kukuh dan boleh dipercayai. Kaki katil adalah struktur kotak yang penting, yang dipancarkan oleh besi tuang piawai tinggi (HT300) dalam satu masa dan mempunyai kestabilan yang baik melalui rawatan penuaan sekunder. Kotak gelendong mempunyai ketegaran tinggi dan boleh menyesuaikan diri dengan pemprosesan pemotongan berat. Setiap kereta api panduan gelongsor ditutup dengan tali pinggang lembut TSF, yang sangat mengurangkan pekali geseran dan meningkatkan prestasi respon servo. Pasangan skru bola ketepatan digunakan dalam paksi X dan paksi Z untuk memastikan ketepatan pemesinan yang tinggi, ketepatan kedudukan dan pengekalan ketepatan. The tailstock mempunyai struktur kokoh untuk menahan pemotongan berat dan memperbaiki arang batu.
5. pensel induksi automatik dan pelindapkejutan
Mesin brazing induksi automatik dan mesin pelindapkejutan digunakan untuk menjahit bingkai pilih arang batu dan kepala karbida disemen bersama-sama, dan haba baki arang batu selepas brazing digunakan untuk menghilangkan arang batu untuk mencapai kekerasan yang diperlukan.
Mesin brazing automatik dan pelindapkejutan dilengkapi dengan penghantar yang diperbuat daripada keluli tahan karat tahan panas. Pemilihan arang adalah tempat di atas penahan pada penghantar, penghantar akan meneruskan pemilihan arang batu ke gegelung induksi untuk memanaskannya dengan suhu brazing yang diperlukan. Batang joran induksi automatik dan mesin pelindapkejutan akan menekan kepala karbida untuk melepaskan gas semasa proses pateri, dengan cara ini, kualiti pateri dapat dipastikan.
Selepas pateri, pukulan arang masih mempunyai haba, yang lebih daripada cukup untuk pelindapkejutan. Kemudian penghantar bergerak mengangkat arang batu untuk beberapa jarak sehingga suhu jatuh ke suhu pelindapkejutan. Kemudian suhu adalah tepat untuk pelindapkejutan dan diarahkan oleh termometer inframerah, PLC mengawal manipulator untuk menghilangkan arang batu daripada berdiri, dan meletakkannya ke kolam pelindapkejutan. Selepas proses pelindapkejutan selesai, picking arang batu keluar daripada kolam pelindapkejutan oleh penghantar lain.
Seluruh proses di atas adalah automatik sepenuhnya, pengendali hanya perlu meletakkan arang batu untuk berdiri di atas penghantar, sangat mengurangkan kos buruh.
HUBUNGI KAMI
Pasukan Sokongan Kami Biasanya Menjawab Selama 24 Jam.