De productielijn voor kolenplukken bestaat uit een CNC-schijfzaag, een automatische tussenfrequentie inductieoven, een ontkalkingsmachine met een oxidecoating, een smeedpers, een straalmachine, een CNC-draaibank, een boormachine, een bewerkingscentrum, een stuiklasmachine, een automatische soldeer- en blusmachine, temperoven, circlip installeren machine, oliën & drogen machine, etc.
Productiviteit per jaar 4 × 60 × 2 × 8 × 260 = 998400 stks
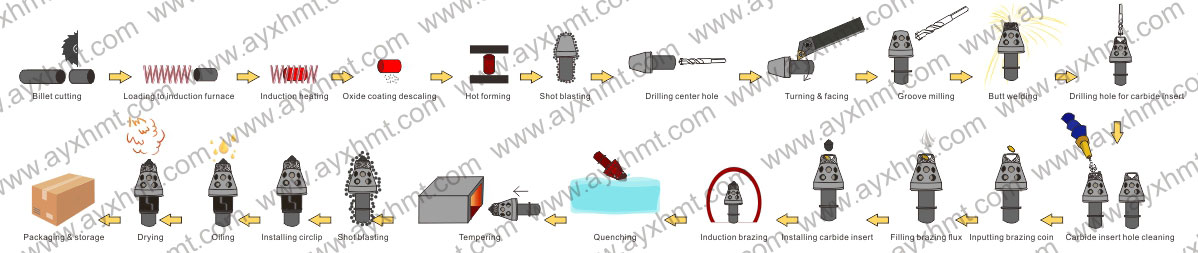
III. Productie stroomschema
IV. Beschrijving van de belangrijkste apparatuur
1. CNC-schijfzaag
CNC-schijfzaag wordt gebruikt om stalen billet efficiënt en nauwkeurig af te snijden. Stalen knuppel gesneden door CNC-schijfzaag heeft bijna geen sectiehelling, wat zeer geschikt is voor verder vormingsproces, vooral de koolplukker wordt verticaal gevormd. Stalen knuppel gesneden door CNC-schijfzaag heeft zeer weinig gewichtsfouten, wat de garantie is voor gesloten matrijzen smeden zonder flits. De werkefficiëntie van een CNC-schijfzaag is 5 keer de traditionele bandzaag. Eén operator kan zonder problemen 4 sets CNC-schijfzaag bedienen, met minder arbeidskosten.
2. Automatische tussenfrequentie inductieoven
Automatische tussenfrequentie inductieoven wordt gebruikt om stalen staaf te verwarmen tot de vereiste smeedtemperatuur. Deze inductieoven is uitgerust met een automatische staplader, de operator hoeft alleen stalen knuppels in bulk in de staplader te plaatsen. De automatische stappenlader brengt de stalen knuppel horizontaal naar het voerkanaal, de ketting of pneumatische voerstang duwt de stalen knuppel in de inductiespoel. Binnenin de inductiespoel wordt de stalen knuppel verwarmd tot de vereiste smeedtemperatuur.
De inductieoven is uitgerust met een infraroodthermometer om de staalstaaftemperatuur te detecteren. Gesloten koeltoren wordt aangenomen om zowel de inductiespoel als de stroombron met tussenfrequentie af te koelen.
3. Smeedpers
Smeedpers wordt gebruikt om de basisvorm van kolenoogst te vormen. Om de oxidelaag te verminderen en de oppervlaktekwaliteit te verbeteren, wordt in dit proces warm gesmeed. De slag is lang genoeg om kolen te vormen.
Niet alleen smeedpersen, maar ook smeedmatrijzen en grafiet spuitstation kunnen samen worden geleverd.
4. CNC draaibank
CNC-draaibank wordt gebruikt om het oppervlak van de steenkooloogst te bewerken om te voldoen aan de vereiste voor installatieprecisie. De CNC-draaibank neemt een stevig en bruikbaar horizontaal vlak bed aan. De bedvoet is een integrale doosstructuur, die in één keer door hoogwaardig gietijzer (HT300) wordt gegoten en een goede stabiliteit heeft door middel van secundaire verouderingsbehandeling. De spindelkast heeft een hoge stijfheid en kan zich aanpassen aan de zware snijbewerking. Elk paar geleide geleidingsrails is bedekt met een zachte TSF-riem, die de wrijvingscoëfficiënt aanzienlijk vermindert en de servoresponsprestaties verbetert. Het precisie-kogelboutpaar wordt gebruikt in de X-as en de Z-as om een hoge bewerkingsnauwkeurigheid, positioneringsnauwkeurigheid en nauwkeurigheidsretentie te garanderen. De losse kop heeft een stevige structuur om zwaar snijden te weerstaan en kolenplukken te fixeren.
5. Automatische inductie solderen en blussen machine
Automatische inductie solderen en blussen machine wordt gebruikt om kolen plukken frame en hardmetalen kop samen solderen, en de resterende hitte van kolen plukken na solderen wordt gebruikt om kolen plukken te blussen om de vereiste hardheid te bereiken.
De automatische inductiesoldeer- en blusmachine is uitgerust met een transportband van hittebestendig roestvrij staal. Steenkoolplukkers worden op de tribunes op de transportband geplaatst, de transportband zal de steenkoolplukken in de inductiespoel doorsturen om ze te verwarmen tot de vereiste hardsoldeertemperatuur. De drukstang van de automatische inductiesoldeer- en blusmachine drukt de hardmetalen kop naar beneden om gas vrij te geven tijdens het soldeerproces, op deze manier kan de soldeerkwaliteit worden gewaarborgd.
Na het solderen heeft de koolpluk nog resterende warmte, wat ruim voldoende is om te blussen. Vervolgens verplaatst de transportband de steenkoolplukken enige afstand naar voren totdat de temperatuur daalt tot koeltemperatuur. Dan is de temperatuur precies goed voor het blussen en wordt geleid door de infraroodthermometer, de PLC regelt de manipulator om steenkoolplukken van de tribunes te verwijderen en in het blusbad te plaatsen. Nadat het afschrikproces is voltooid, worden de kolenplukken door een andere transportband uit het blusbad gehaald.
De hele bovenstaande processen zijn volledig automatisch, de operator hoeft alleen steenkoolpluk op een transportband te zetten, waardoor de arbeidskosten aanzienlijk dalen.
NEEM CONTACT MET ONS OP
Ons supportteam beantwoordt meestal gedurende 24 uur.