Thanh mút thép và dây chuyền sản xuất thanh thép ngựa dựa trên máy ép rèn ngang SM11-450, bao gồm lò cảm ứng trung gian với cơ chế nạp và nạp tự động, robot công nghiệp 6 trục, máy ép rèn ngang SM11-450 với lắp đặt khuôn ngang, cảm ứng toàn bộ lò tôi và lò tôi và máy tiện CNC với cơ chế nạp và nạp tự động.
I. Phạm vi sản xuất
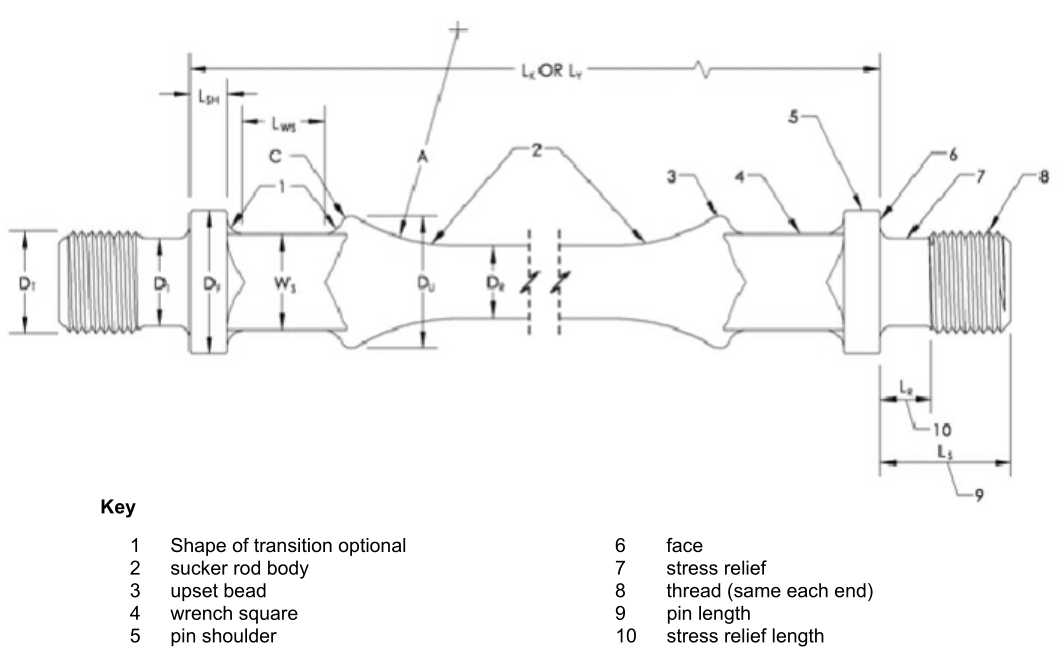
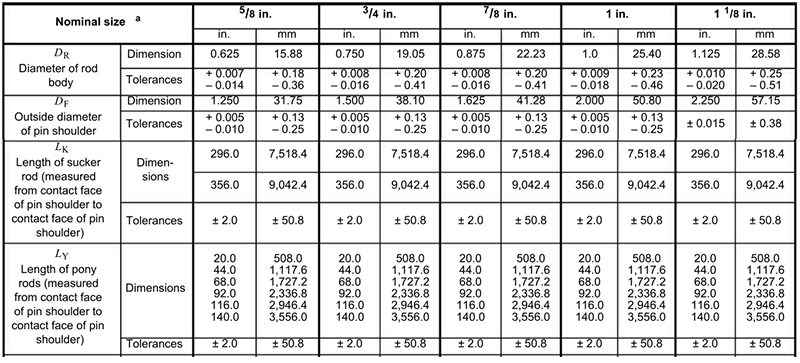
Theo API 11B tiêu chuẩn , kích thước và dung sai cho thanh hút thép và thanh ngựa bằng thép như sau:
II . Năng suất
4 đầu s / phút, 2 ca / ngày, 260 ngày làm việc / năm .
Độ dẫn động P mỗi năm 4 × 0,5 × 60 × 2 × 8 × 260 = 499200 chiếc
III . Biểu đồ lưu lượng sản xuất
IV . Mô tả thiết bị chính
1. Lò cảm ứng tần số trung gian
Dây chuyền sản xuất này thông qua lò cảm ứng tần số trung gian với thiết bị nạp và xả tự động.
Các thanh thép được lưu trữ trên băng ghế dự trữ, thiết bị quay vòng biến thanh thép thành bàn lăn, sau đó v giảm tốc độ động cơ truyền động , bộ giảm tốc điều khiển con lăn quay để làm cho thanh thép về phía trước . Một fter cuối của thanh thép được gửi đến cuộn cảm cho một khoảng cách nhất định, các con lăn ngừng quay.
Lò sưởi cảm ứng được trang bị 2 bộ cuộn cảm, cuộn cảm GTR40 cho thanh mút đến , cuộn cảm GTR50 cho thanh mút đến . Nhiệt kế hồng ngoại xa được sử dụng để theo dõi và đo nhiệt độ gia nhiệt của thanh mút trong thời gian thực.
Lò cảm ứng được trang bị tháp giải nhiệt kiểu kín chứa đầy nước tinh khiết, được sử dụng để cung cấp nước làm mát cho cả nguồn trung gian và cuộn cảm. Môi trường lưu thông làm mát được làm việc trong lưu thông khép kín, không có bất kỳ tạp chất nước ngoài, trong đó không chỉ đảm bảo độ tinh khiết của môi trường làm mát, mà còn loại bỏ hiện tượng mở rộng quy mô bên trong đường ống.
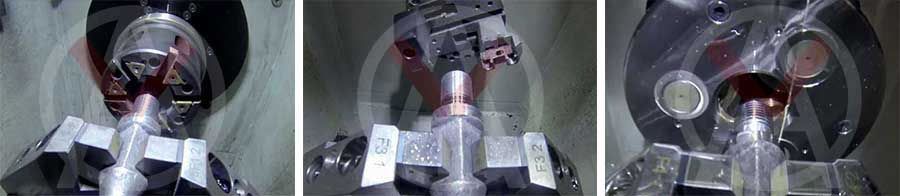
2. Máy dập khuôn ngang
Máy ép rèn ngang của chúng tôi là một loại máy ép ngang hiện đại có lắp đặt khuôn ngang. Đó là thiết bị ý tưởng cho thanh hút thép bị đảo lộn.
Máy ép rèn ngang này có thể nhận ra việc rèn nhiều khoang, khá thuận tiện cho việc đảo lộn thanh hút. M aterial thu thập, cờ lê vuông hình thành, pin vai hình thành và flas hing cắt tỉa có thể đạt được bằng cách chỉ có một tập hợp các báo chí rèn ngang với một thời gian gia nhiệt, đó là kinh tế và e fficient.
Rất dễ dàng để nhận ra sản phẩm que hút tự động làm đảo lộn quá trình sản xuất với việc lắp đặt robot công nghiệp.
Nó là đơn giản để cài đặt chết và điều chỉnh chết.
Máy ép rèn ngang của anh ta có độ cứng tốt, với độ chính xác tuyệt vời.
T ông SPM là lên đến 45 lần / phút, mang lại năng suất cao.
Các ly hợp của báo chí xáo trộn ngang thông qua quán tính đơn cấu trúc khối nổi với quán tính nhỏ, trong đó có lợi thế tạo ra ít nhiệt hơn, dài LIF làm việc e và dễ dàng để thay thế sau khi nó là w Orn ra.
Lực kẹp của máy ép lên của chúng tôi là 1,11 lần lực đảo lộn, đảm bảo phần còn lại của thanh thép được kẹp chắc chắn trong quá trình đảo lộn.
Tất cả các thanh mút thép đặc và đến có thể bị xáo trộn bởi một bộ máy ép rèn ngang với các khuôn khác nhau.
3. Thiết bị xử lý nhiệt
Dây chuyền sản xuất áp dụng thiết bị xử lý nhiệt tần số trung gian với thiết bị nạp và xả tự động.
Thanh mút được lưu trữ trên băng ghế dự trữ , thiết bị quay vòng biến thanh mút vào bàn lăn. Con lăn vận chuyển thức ăn được cấu tạo bởi con lăn hình chữ V được đặt ở một góc nhất định để làm cho thanh mút di chuyển về phía trước với xoay. Thanh mút được gửi đến cuộn cảm đầu tiên bằng thiết bị nạp liệu con lăn để gia nhiệt cho đến một nhiệt độ nhất định. Cuộn cảm thứ hai đang theo dõi cuộn cảm đặc biệt để bù nhiệt độ cho phần cuối của thanh mút. Sau khi đầu bịt của thanh mút di chuyển ra khỏi cuộn cảm thứ nhất, cuộn cảm theo dõi sẽ di chuyển cùng với đầu bị xáo trộn của thanh mút để làm nóng phần cuối của thanh mút làm cho nhiệt độ của từng phần của thanh mút phù hợp. Các con lăn băng tải đã gửi thanh mút đến áo nước để làm nguội. Các con lăn băng tải đã gửi thanh mút đến cuộn cảm thứ ba để ủ khi thanh mút kết thúc quá trình làm nguội. Cuộn cảm thứ ba được sử dụng để giữ nhiệt độ. Cuối cùng, thanh mút được truyền bằng con lăn băng tải đến giường làm mát.
Toàn bộ quá trình xử lý nhiệt của quá trình làm nguội và ủ que hút (tải, vận chuyển, sưởi ấm, cho ăn, truyền, xả, v.v.) được điều khiển tự động bởi Máy tính cá nhân công nghiệp.
Máy tính ở vị trí điều khiển lõi trong toàn bộ thiết bị xử lý nhiệt. Máy tính đưa ra một lệnh tương ứng với nguồn cung cấp sau khi tính toán và phân tích toàn diện tín hiệu nhiệt độ thu được làm cho đầu ra nguồn cung cấp năng lượng tương ứng. Ngày sản xuất, thời gian và nhiệt độ sưởi ấm được ghi lại và lưu trữ trong thời gian thực và có thể được giao thường xuyên cho cấp quản lý.
Các thiết bị xử lý nhiệt quảng cáo áp dụng nhiệt kế hồng ngoại xa. Độ chính xác đo nhiệt độ là ± 0,3% ± 1 ° C của giá trị đo.
4. Máy tiện CNC
Dây chuyền sản xuất thanh mút thông qua máy tiện CNC hoàn chỉnh với thiết bị nạp và xả tự động.
Thanh Sucker được lưu trữ trên băng ghế dự bị lưu trữ, chuyển giao thiết bị biến thanh Sucker vào băng tải con lăn cho ăn, sau đó biến tần điều khiển động cơ giảm tốc, bộ giảm tốc điều khiển con lăn quay để làm cho thanh hút về phía trước. Sau khi kết thúc thanh mút được gửi đến máy tiện CNC thông qua lỗ trục chính trong một khoảng cách nhất định, con lăn dừng quay.
Máy tiện CNC được trang bị hệ thống CNC FANUC và động cơ servo.
LIÊN HỆ CHÚNG TÔI
Nhóm hỗ trợ của chúng tôi thường trả lời trong 24 giờ.


 đến
đến  , cuộn cảm GTR50 cho thanh mút
, cuộn cảm GTR50 cho thanh mút  đến
đến  . Nhiệt kế hồng ngoại xa được sử dụng để theo dõi và đo nhiệt độ gia nhiệt của thanh mút trong thời gian thực.
. Nhiệt kế hồng ngoại xa được sử dụng để theo dõi và đo nhiệt độ gia nhiệt của thanh mút trong thời gian thực.