Línea de producción de varillas de acero y varillas de acero
La línea de producción de varillas de bombeo y varillas de acero se basa en la prensa de forja horizontal SM11-450, incluida la intermedia horno de inducción con mecanismo automático de carga y alimentación, robot industrial de 6 ejes, prensa de forja horizontal SM11-450 con instalación de troquel horizontal, horno de temple y revenido por inducción de pieza completa y torno CNC con mecanismo automático de carga y alimentación.
I. Rango de producción
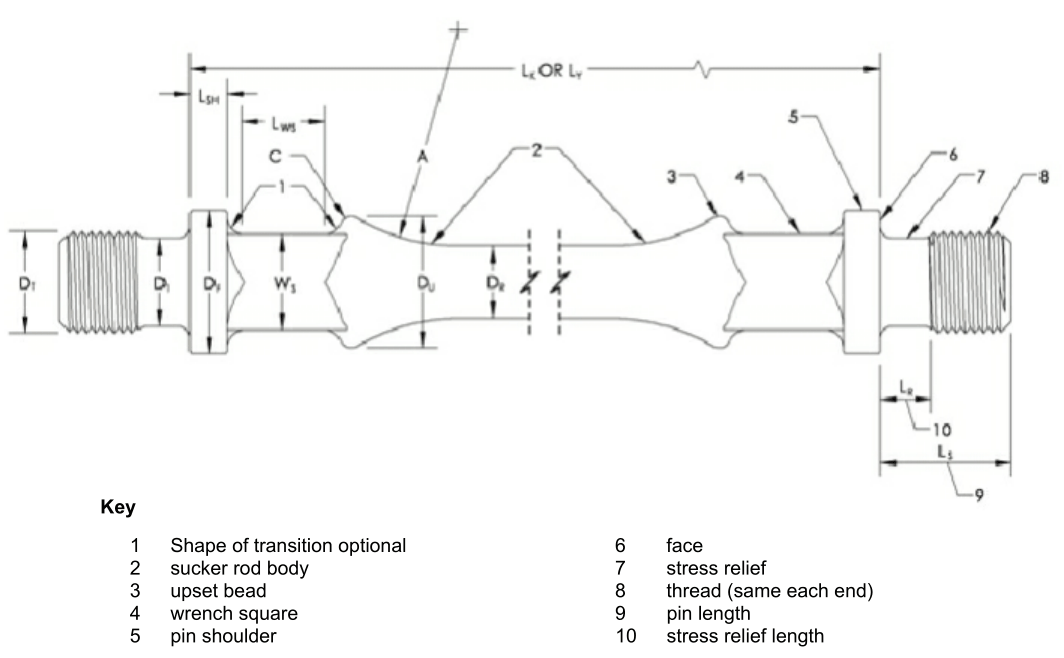
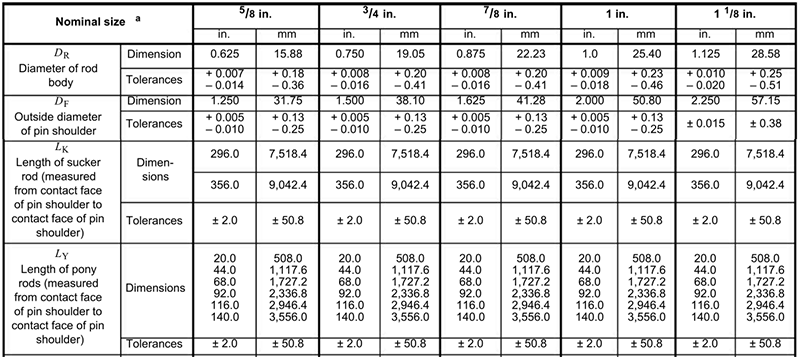
De acuerdo con la norma API 11B , las dimensiones y tolerancias de las varillas de bombeo de acero y las varillas de acero son las siguientes:
II . Productividad
4 cabezas s / min, 2 turnos / día, 260 días laborables / año .
Productividad por año 4 × 0.5 × 60 × 2 × 8 × 260 = 499200 pcs
III . Diagrama de flujo de producción
IV . Descripción del equipo clave
1. Horno de inducción de frecuencia intermedia.
Esta línea de producción adopta el horno de inducción de frecuencia intermedia con dispositivo automático de carga y descarga.
Las barras de acero se almacenan en el banco de almacenamiento, dispositivo de volteo gira la barra de acero en la alimentación de la mesa de rodillos, entonces V motor de frecuencia ariable impulsa reductor, el rodillo de unidades reductor para girar con el fin de hacer que la barra de acero hacia adelante. D espués de la final de la barra de acero se envía al inductor para una cierta distancia, el rodillo deja de girar.
El horno de calentamiento por inducción está equipado con 2 juegos de inductores, inductor GTR40 para varilla de succión “a ”, inductor GTR50 para varilla de aspiración ”a ”. El termómetro de infrarrojo lejano se usa para monitorear y medir la temperatura de calentamiento de la varilla de bombeo en tiempo real.
El horno de inducción está equipado con una torre de enfriamiento de tipo cerrado llena de agua pura, que se utiliza para proporcionar agua de enfriamiento tanto para la potencia intermedia como para el inductor. El medio de refrigeración en circulación funciona en las circulaciones cerradas , sin impurezas extrañas, lo que no solo garantiza la pureza del medio de refrigeración, sino que también elimina el fenómeno de la incrustación dentro de la tubería.
2. Prensa de forja horizontal.
Nuestra prensa de forja horizontal es un tipo de moderna prensa de forja horizontal con instalación de troqueles horizontales. Es un equipo ideal para desbaratar varillas de acero.
Esta prensa de forjado horizontal puede realizar forjado de cavidades múltiples, lo cual es bastante conveniente para el desbarbado de la varilla de bombeo. La recolección de material, la conformación de la llave de la llave, la conformación del resalte del pasador y el recorte por destellos se pueden lograr con solo un juego de prensa de forja horizontal con calentamiento de una sola vez, que es económico y eficiente.
Es muy fácil realizar la producción automática de la varilla de bombeo con la instalación de un robot industrial.
Es fácil de instalar troqueles y ajustar troqueles.
Esta prensa de forja horizontal tiene una buena rigidez, con una excelente precisión de la varilla de bombeo.
El SPM es de hasta 45 veces / min, lo que trae una alta productividad.
El embrague de la prensa perturbadora horizontal adopta una estructura de bloque flotante de inercia única con una inercia pequeña, lo que tiene la ventaja de generar menos calor, una vida útil más larga y fácil de reemplazar después de que se desgasta.
La fuerza de sujeción de nuestra prensa molesta es 1.11 veces de la fuerza perturbadora, lo que garantiza que la parte restante de la barra de acero se sujeta firmemente durante el proceso de molienda. Todas las varillas de bombeo de acero sólido de ”a ” pueden alterarse con un juego de prensa de forjado horizontal con diferentes troqueles.
3. Equipo de tratamiento de calefacción.
La línea de producción adopta equipos de tratamiento térmico de frecuencia intermedia con dispositivo automático de alimentación y descarga.
Las varillas de bombeo se almacenan en el banco de almacenamiento , el dispositivo de rotación convierte la varilla de bombeo en la mesa del rodillo de alimentación. El rodillo de transporte de alimentación está compuesto por un rodillo en forma de V que se coloca en un cierto ángulo para que la varilla de bombeo se mueva hacia adelante con la rotación. El dispositivo alimentador de rodillos envía la varilla de bombeo al primer inductor para que se caliente hasta una cierta temperatura. El segundo inductor es un inductor de seguimiento que es especial para compensar la temperatura del extremo molesto de la varilla de bombeo. Después de que el extremo sobresaliente de la varilla de bombeo sale del primer inductor, el inductor de seguimiento se mueve junto con el extremo molesto de la varilla de bombeo para calentar el extremo molesto de la varilla de bombeo que hace que la temperatura de cada parte de la varilla de bombeo sea consistente. El rodillo transportador envió la varilla de bombeo a la camisa de agua para que se enfríe. El rodillo transportador envió la varilla de bombeo al tercer inductor para atemperar cuando la varilla de bombeo termina de apagarse. El tercer inductor se utiliza para mantener la temperatura. Por último, la varilla de bombeo está transmitiendo por el rodillo transportador al lecho de enfriamiento.
La computadora personal industrial controla automáticamente todo el proceso de tratamiento térmico de enfriamiento y revenido de varillas de bombeo (carga, transporte, calefacción, alimentación, transmisión, descarga, etc.).
La computadora está en la posición de control central en todo el conjunto de equipos de tratamiento térmico. La computadora emite un comando correspondiente a la fuente de alimentación después del cálculo y análisis exhaustivo de la señal de temperatura recopilada que hace que la fuente de alimentación envíe la potencia correspondiente. La fecha de producción, la hora y la temperatura de calefacción se registran y almacenan en tiempo real y se pueden entregar regularmente al nivel de gestión.
El equipo de tratamiento térmico y anuncio termómetro infrarrojo lejano. La precisión de la medición de temperatura es de ± 0.3% ± 1°C del valor medido.
4. torno CNC
La línea de producción de varillas de bombeo adopta un torno CNC completo con dispositivo automático de alimentación y descarga.
La varilla de bombeo se almacena en el banco de almacenamiento, el dispositivo de volteo convierte la varilla de bombeo en el transportador de rodillos de alimentación , luego el motor de frecuencia variable impulsa el reductor, el reductor impulsa el rodillo para girar para hacer que la varilla de bombeo avance. Después de que el extremo de la varilla de bombeo se envía al torno CNC a través del orificio del husillo a una cierta distancia, el rodillo deja de girar.
El torno CNC está equipado con sistema CNC FANUC y servomotor.
mensaje
Si tienes alguna sugerencia o pregunta para con us.Please en contacto con nosotros.


 “a
“a  ”, inductor GTR50 para varilla de aspiración
”, inductor GTR50 para varilla de aspiración  ”a
”a  ”. El termómetro de infrarrojo lejano se usa para monitorear y medir la temperatura de calentamiento de la varilla de bombeo en tiempo real.
”. El termómetro de infrarrojo lejano se usa para monitorear y medir la temperatura de calentamiento de la varilla de bombeo en tiempo real.