
Batubara memilih lini produksi terdiri dari cakram cakram CNC, tungku induksi frekuensi menengah, mesin pelapisan kerak oksida, penempaan pers, mesin peledakan tembakan, mesin bubut CNC, mesin bor, pusat permesinan, mesin pengelasan pantat, mesin brazing & pendinginan, tungku tempering, mesin pasang circlip, mesin oli & pengering, dll.

4 pcs / mnt, 2 shift / hari, 260 hari kerja / tahun. Produktivitas per tahun 4 × 60 × 2 × 8 × 260 = 998400 pcs
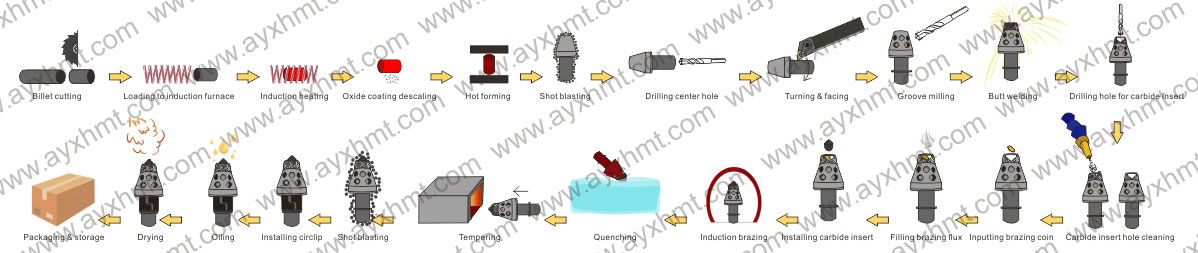
Cakram cakram CNC digunakan untuk memotong billet baja secara efisien dan akurat. Potongan billet baja oleh gergaji cakram CNC hampir tidak memiliki kemiringan bagian, yang sangat cocok untuk proses pembentukan lebih lanjut, terutama pungutan batubara terbentuk secara vertikal. Potongan baja billet oleh disk CNC memiliki sedikit kesalahan berat, yang merupakan jaminan mati tempa tanpa flash. Efisiensi kerja gergaji cakram CNC adalah 5 kali gergaji pita tradisional. Satu operator dapat mengoperasikan 4 set gergaji disk CNC tanpa masalah, dengan biaya tenaga kerja yang lebih sedikit.
Otomatis tungku induksi frekuensi menengah digunakan untuk memanaskan billet baja ke suhu tempa yang diperlukan. Tungku induksi ini dilengkapi dengan step loader otomatis, operator hanya perlu memasukkan billet baja ke step loader secara massal. Loader langkah otomatis menaikkan billet baja secara horizontal ke saluran pengisian, rantai atau batang pengumpanan pneumatik akan mendorong billet baja ke dalam koil induksi. Di dalam koil induksi, billet baja dipanaskan hingga suhu tempa yang diperlukan. Tungku induksi dilengkapi dengan termometer inframerah untuk mendeteksi suhu billet baja. Menara pendingin tipe tertutup diadopsi untuk mendinginkan koil induksi dan sumber daya frekuensi menengah.

Menempa pers digunakan untuk membentuk bentuk dasarmemilih batubara. Untuk mengurangi lapisan oksida dan meningkatkan kualitas permukaan, penempaan hangat diterapkan dalam proses ini. Stroke cukup lama untuk pembentukanmemilih batubara. Tidak hanya penempaan pers, tetapi juga penempaan cetakan dan stasiun penyemprot grafit dapat disuplai bersama.
 Bubut CNC digunakan untuk pemesinan permukaanmemilih batubara untuk memenuhi persyaratan ketepatan pemasangan. Bubut CNC mengadopsi tempat tidur datar horizontal yang kokoh dan dapat digunakan. Kaki alas adalah struktur kotak yang tidak terpisahkan, yang dicor dengan besi cor standar tinggi (HT300) dalam satu waktu dan memiliki stabilitas yang baik melalui perawatan penuaan sekunder. Kotak spindel memiliki kekakuan tinggi dan dapat beradaptasi dengan pemrosesan pemotongan berat. Setiap pasangan rel pemandu geser ditutupi dengan sabuk lunak TSF, yang sangat mengurangi koefisien gesekan dan meningkatkan kinerja respons servo. Pasangan sekrup bola presisi digunakan pada sumbu X dan sumbu Z untuk memastikan akurasi pemesinan yang tinggi, akurasi posisi, dan retensi akurasi. Stok ekor memiliki struktur kokoh untuk menahan pemotongan berat dan memperbaikimemilih batubara.
Bubut CNC digunakan untuk pemesinan permukaanmemilih batubara untuk memenuhi persyaratan ketepatan pemasangan. Bubut CNC mengadopsi tempat tidur datar horizontal yang kokoh dan dapat digunakan. Kaki alas adalah struktur kotak yang tidak terpisahkan, yang dicor dengan besi cor standar tinggi (HT300) dalam satu waktu dan memiliki stabilitas yang baik melalui perawatan penuaan sekunder. Kotak spindel memiliki kekakuan tinggi dan dapat beradaptasi dengan pemrosesan pemotongan berat. Setiap pasangan rel pemandu geser ditutupi dengan sabuk lunak TSF, yang sangat mengurangi koefisien gesekan dan meningkatkan kinerja respons servo. Pasangan sekrup bola presisi digunakan pada sumbu X dan sumbu Z untuk memastikan akurasi pemesinan yang tinggi, akurasi posisi, dan retensi akurasi. Stok ekor memiliki struktur kokoh untuk menahan pemotongan berat dan memperbaikimemilih batubara.
Mesin brazing dan quenching induksi otomatis digunakan untuk mengaitkan rangka batu bara batubara dan kepala karbida yang disatukan, dan sisa panas dari batubaramemilih setelah brazing digunakan untuk memadamkan batubaramemilih untuk mencapai kekerasan yang diperlukan. Mesin mematri induksi otomatis dan pendinginan dilengkapi dengan conveyor yang terbuat dari stainless steel tahan panas. Coalmemilihs ditempatkan di atas dudukan pada conveyor, conveyor akan meneruskanmemilihs batubara ke dalam kumparan induksi untuk memanaskannya ke suhu yang diperlukan. Batang pengepres dari mesin mematri induksi otomatis dan pendinginan akan menekan ke bawah kepala karbida untuk melepaskan gas selama proses mematri, dengan cara ini, kualitas mematri dapat dipastikan. Setelah mematri,memilih batubara masih memiliki sisa panas, yang lebih dari cukup untuk pendinginan. Kemudian konveyor menggerakkan batubara mengambil maju untuk beberapa jarak sampai suhu turun ke suhu pendinginan. Kemudian suhunya tepat untuk pendinginan dan diarahkan oleh termometer inframerah, PLC mengontrol manipulator untuk menghilangkan batu bara dari tegakan, dan menempatkannya di kolam pendinginan. Setelah proses pendinginan selesai,memilih batu bara dikeluarkan dari kolam pendinginan oleh conveyor lain. Seluruh proses di atas sepenuhnya otomatis, operator hanya perlu menempatkanmemilih batubara di stand conveyor, sangat mengurangi biaya tenaga kerja.
Pesan
Jika Anda memiliki saran atau pertanyaan bagi kita. Silahkan hubungi kami.



















