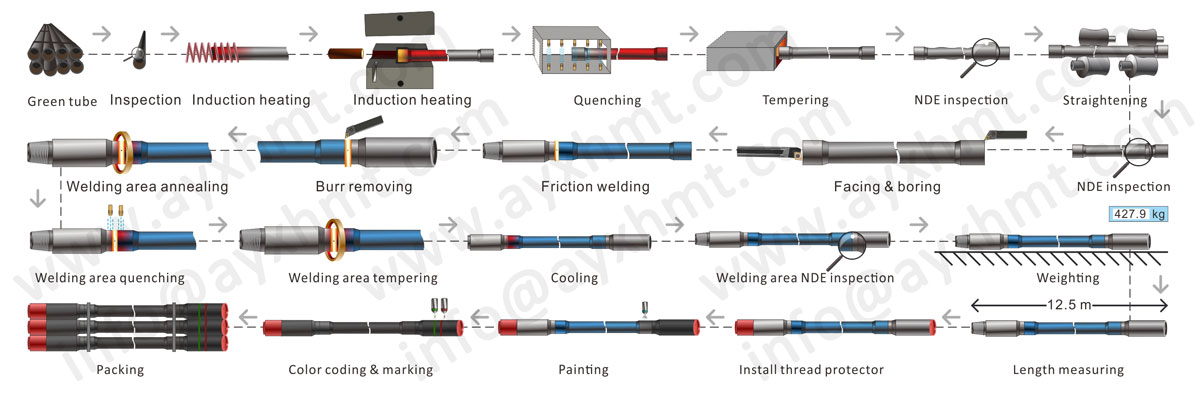
API 5DP matkap boru üretim hattı indüksiyon ısıtma fırını, otomatik besleme ve boşaltma cihazı, hidrolik üzgün basın, sürüklenme mandrel test makinesi, matkap boru ısıl işlem hattı, hidrolik doğrultma makinesi, petrol ülke torna, sürtünme kaynak makinesi, kaynak alanı ısıl işlemden oluşur çizgi, boyama makinesi, uzunluk ve ağırlık ölçüm makinesi ve renk kodlama ve işaretleme makinesi, vb.
I. Ürün yelpazesi Sondaj borusu çap aralığı: 60,3 mm'den 168,3 mm'ye (itibaren ” için ”)
Çelik sınıfı: E75, X95, G105 ve S135
Upsetting formları: AB, IU ve IEU.
II. verimlilik
0,5 parça / dk, 2 vardiya / gün, 260 iş günü / yıl.
Yıllık verimlilik 0,5 × 60 × 2 × 8 × 260 = 124800 adet
III. Anahtar ekipman açıklaması
1. Hidrolik üzgün basın
Bu üretim için seçilen hidrolik kırma presi, minimum ve maksimum boru gövdesini ” için ” (60,3 mm'den 168,3 mm'ye).
2 set hidrolik üzücü pres aynı anda yerleştirilir, bir dizi hidrolik üzücü pres, tüp gövdesinin bir ucuna kadar sinirlenmeyi bitirmek için kullanılır, başka bir hidrolik üzücü pres seti, tüp gövdesinin başka bir ucunu üzerek üretkenliği ve verimliliği büyük ölçüde arttırır.
Tüp yükleme, tüp taşıma, besleme, indüksiyonla ısıtma, kalıp bağlama, üzme, kalıp soğutma ve kalıp yağlama dahil olmak üzere tüm üzücü işlemler tam otomatiktir.
2. Drift mandrel test makinesi
Rahatsızlıktan sonra, sapma mandrel testi API 5DP standardına göre yapılmalıdır.
Bu sürüklenme mandrel test makinesi, yağ borusu çapı kalite kontrolü için özel bir ekipmantır. Kızdırdıktan sonra tüp gövdesinin silindirikliğini ve düzlüğünü test etmek için standart çap göstergesini benimser.
3. Petrol ülke torna
Firmamız ekonomi tipi düz yatak CNC petrol ülke torna, orta eğimli yatak CNC petrol ülke torna ve yüksek performanslı CNC petrol ülke torna sağlayabilmektedir.
Ekonomi tipi düz yatak CNC petrol ülke torna çift pnömatik aynalar, V4 elektrikli taret, SINUMERIK808D veya Fanuc 0i-TF CNC sistemi ile donatılmıştır.
Eğimli yatak CNC petrol ülke torna çift hidrolik aynalar, H8 hidrolik taret, Fanuc 0i-TF CNC sistemi ile donatılmıştır.
Her iki petrol ülkesi torna tezgahının tümü, üzüldükten sonra tüp gövdesine bakacak ve delik açacak şekilde kullanılabilir.
4. Hidrolik sürtünme kaynak makinesi
Hidrolik sürtünme kaynak makinesi otomatik boru gövdesi besleme, sürtünme kaynağı, iç ve dış kaynak boncuk çıkarma, kaynak sonrası boru deşarjı gerçekleştirebilir. İç kaynak boncuğunun sökülmesi iç zımba ile, dış kaynak boncuğunun sökülmesi kesici alet ile yapılır. Ekipman hareketleri tutarlı, hassastır ve iş parçasının kaynak kısmı tam temas yüzeyine kaynaklanır, eksenel ve radyal yönelim doğrudur.
Birinci ve ikinci sürtünme ve yıpranma sınıfları zamana göre kontrol edilir ve zaman parametreleri PLC ve dokunmatik ekran ile önceden ayarlanabilir veya değiştirilebilir, bu da standardı değiştirmek ve birçok iş parçasını kaynaklarken otomatik kaynak gerçekleştirmek için uygundur.
Kaynak işleminde, iş mili hızı, eksenel basınç, kayma yer değiştirmesi, iş mili motor akım eğrisi, veri ve anahtarların durumu gerçek zamanlı olarak görüntülenebilir.
5. Kaynak alanı ısıl işlem hattı
Ara frekans indüksiyon ocağı, kaynak borusunu gidermek için sondaj borusunun kaynak alanını tavlama sıcaklığına ısıtmak için kullanılır. Bundan sonra, kaynak alanı söndürme sıcaklığına ısıtılır, daha sonra soğutma için kaynak alanına su püskürtülür. Sonunda kaynak alanı temperleme sıcaklığına ısıtılır ve bir süre bu sıcaklıkta tutulur.
İndüksiyon bobinleri, doğru ısıtma konumunu sağlamak için konum ayarlama işlevlerine (yukarı ve aşağı, sol ve sağ, ön ve arka) sahiptir.
Isıtma işlemi sırasında, eşit sıcaklık sağlamak için sondaj borusu boru konveyörü üzerinde döndürülür.
mesaj
Eğer us.Please için herhangi bir öneri veya soru varsa bize ulaşın.

 ” için
” için  ”)
”)




















