
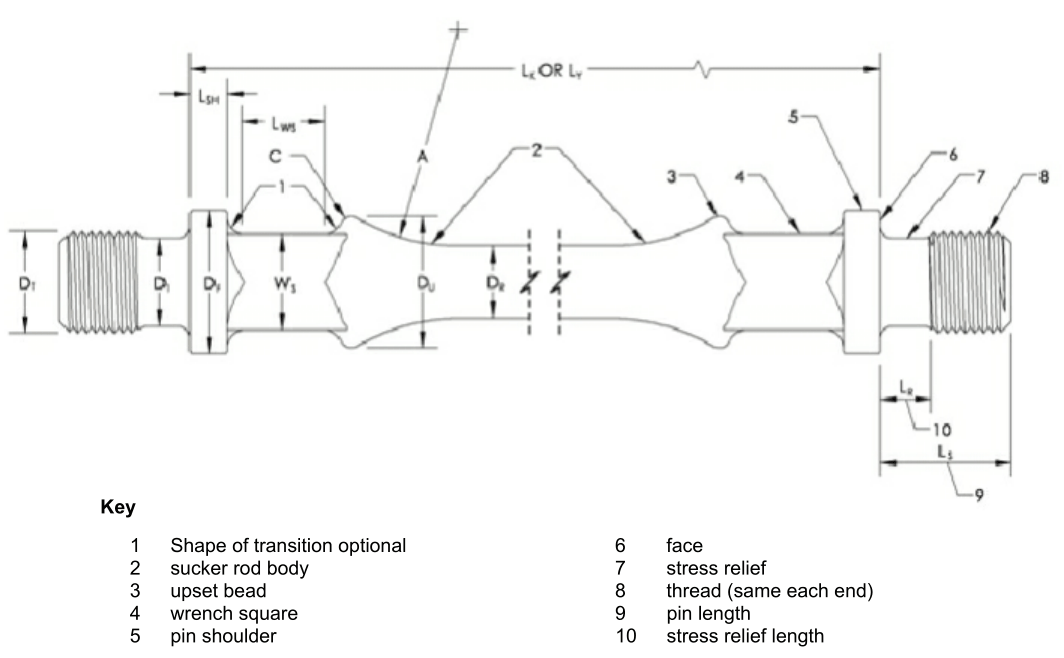
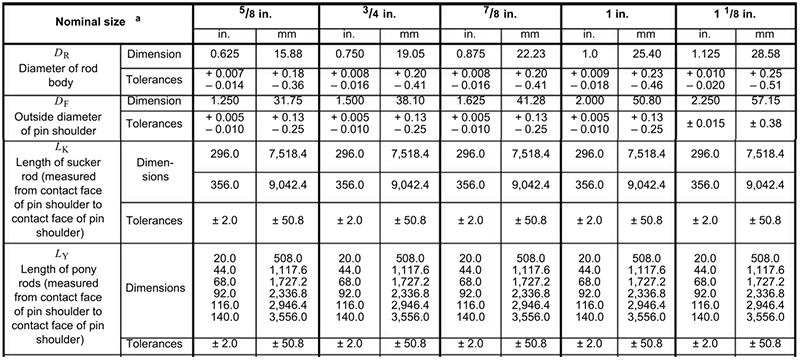
According to standard API 11B, dimensions and tolerances for steel sucker rods and steel pony rods are following:
4 heads/min, 2 shifts/day, 260 working days/year.
Productivity per year 4×0.5×60×2×8×260=499,200 pcs
The induction heating furnace is equipped with 2 sets of inductors, inductor GTR40 for sucker rod  "to
"to  ", inductor GTR50 for sucker rod
", inductor GTR50 for sucker rod  ”to
”to  ”. The far-infrared thermometer is used to monitor and measure the heating temperature of the sucker rod in real time.
”. The far-infrared thermometer is used to monitor and measure the heating temperature of the sucker rod in real time.
All solid steel sucker rods ” to ” can be upsetted by one set of horizontal forging press with different dies.
The production line adopts Intermediate frequency heat treatment equipment with automatic feeding and discharging device.
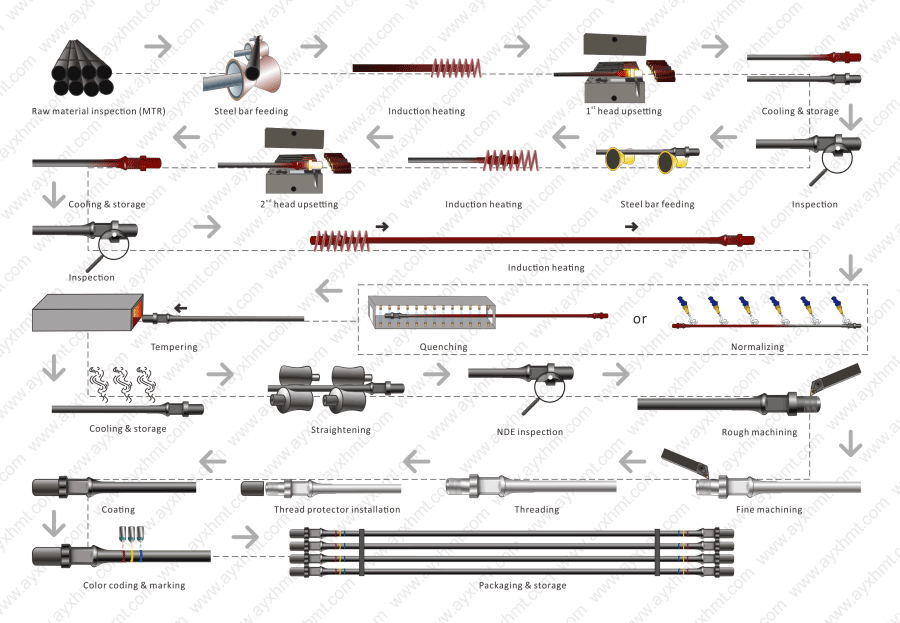
Sucker rods are stored on the storage bench, the turnover device turns the sucker rod into the feeding roller table. The feed conveying roller is composed of V-shaped roller which is placed at a certain angle so that makes the sucker rod move forward with rotate. The sucker rod is sent to the first inductor by the roller feeder device to heating until a certain temperature. The second inductor is tracking inductor that is special to compensate the temperature for the upsetting end of sucker rod. After the upsetting end of the sucker rod moves out of the first inductor, the tracking inductor moves along with the upsetting end of the sucker rod to heat the upsetting end of the sucker rod that makes the temperature of each part of the sucker rod consistent. The conveyor roller sent the sucker rod to the water jacket for quenching. The conveyor roller sent the sucker rod to the third inductor for tempering when the sucker rod finishes quenching. The third inductor is used to keep the temperature. Last, the sucker rod is transmitting by conveyor roller to the cooling bed.
The whole heat treatment process of sucker rod quenching and tempering (loading, conveying, heating, feeding, transmission, discharging, etc.) is automatically controlled by the Industrial Personal Computer.
The computer is in the core control position in the whole set of heat treatment equipment. The computer issues a corresponding command to the power supply after the calculation and comprehensive analysis of the collected temperature signal that makes the power supply output corresponding power. The production date, time and heating temperature are recorded and stored in real time and can be regularly delivered to the management level.
The heat treatment equipment adopts far-infrared thermometer. The temperature measurement accuracy is ±0.3%±1°C of the measured value.
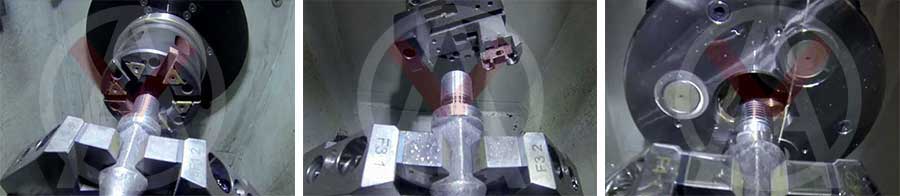
The sucker rod production line adopts CNC lathe complete with automatic feeding and discharging device.
The sucker rod are stored on the storage bench, turn over device turns the sucker rod into the feeding roller conveyor, then variable frequency motor drives reducer , the reducer drive the roller to rotate in order to make sucker rod forward. After the end of the sucker rod is sent to CNC lathe through the spindle bore for a certain distance, the roller stops rotating.
The CNC lathe is equipped with FANUC CNC system and servo motor.
Message
If you have any suggestions or question for us.Please contact us.



















