
Kohle pick produktionslinie besteht aus cnc-scheibensäge, automatische zwischenfrequenz induktionsofen, oxid beschichtung entkalkungsmaschine, schmiedepresse, kugelstrahlmaschine, cnc drehmaschine, bohrmaschine, bearbeitungszentrum, stumpfschweißmaschine, automatische löten & abschrecken maschine, anlassen ofen, Sicherungsringeinbaumaschine, Öl- & Trockenmaschine etc.

4 Stk / min, 2 Schichten / Tag, 260 Arbeitstage / Jahr. Produktivität pro Jahr 4 × 60 × 2 × 8 × 260 = 998400 Stck
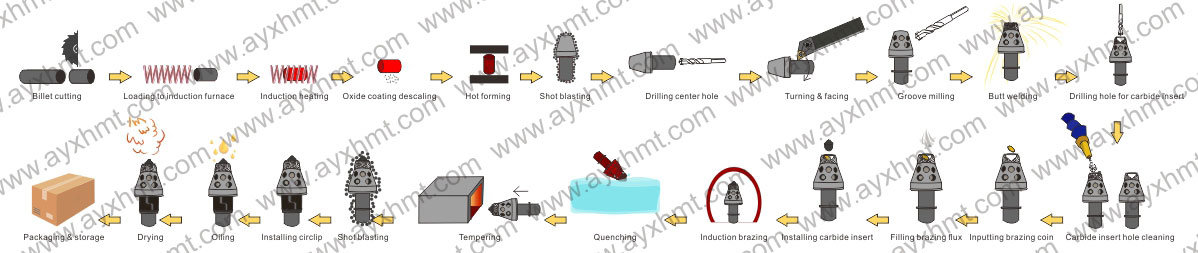
Mit der CNC-Plattensäge können Stahlbarren effizient und präzise geschnitten werden. Der mit einer CNC-Plattensäge geschnittene Stahlbolzen weist nahezu keine Profilneigung auf, was für den weiteren Umformprozess sehr gut geeignet ist, insbesondere wird der Kohlepflücker vertikal umgeformt. Der mit einer CNC-Plattensäge geschnittene Stahlblock weist nur einen geringen Gewichtsfehler auf, was die Garantie für ein Gesenkschmieden ohne Grat darstellt. Die Arbeitseffizienz der CNC-Plattensäge beträgt das Fünffache der herkömmlichen Bandsäge. Ein Bediener kann problemlos 4 Sätze CNC-Plattensägen mit geringeren Arbeitskosten bedienen.
Ein automatischer Zwischenfrequenz-Induktionsofen wird verwendet, um Stahlbarren auf die erforderliche Schmiedetemperatur zu erwärmen. Dieser Induktionsofen ist mit einem automatischen Stufenlader ausgestattet, der Bediener muss lediglich Stahlbarren in loser Schüttung in die Stufenladevorrichtung einlegen. Der automatische Stufenlader hebt den Stahlknüppel horizontal zum Zuführungskanal an. Die Kette oder der pneumatische Zuführungsstab drücken den Stahlknüppel in die Induktionsspule. Innerhalb der Induktionsspule wird der Stahlknüppel auf die erforderliche Schmiedetemperatur erhitzt. Der Induktionsofen ist mit einem Infrarot-Thermometer ausgestattet, um die Temperatur des Stahlblocks zu erfassen. Der geschlossene Kühlturm dient zum Abkühlen der Induktionsspule und der Zwischenfrequenz-Stromquelle.

Schmiedepresse wird verwendet, um die Grundform der Kohlepickel zu bilden. Um die Oxidbeschichtung zu verringern und die Oberflächenqualität zu verbessern, wird bei diesem Verfahren Warmschmieden angewendet. Der Hub ist lang genug für die Kohlepickelbildung. Nicht nur Schmiedepresse, sondern auch Schmiedegesenke und Graphitspritzstation können zusammen geliefert werden.
 Eine CNC-Drehmaschine wird zur Bearbeitung der Oberfläche eines Kohlepflückers verwendet, um die Anforderungen an die Installationspräzision zu erfüllen. Die CNC-Drehmaschine verfügt über ein stabiles und wartungsfähiges horizontales Flachbett. Der Bettfuß ist eine integrierte Kastenstruktur, die aus Gusseisen mit hohem Standard (HT300) in einem Arbeitsgang gegossen wird und durch sekundäre Alterungsbehandlung eine gute Stabilität aufweist. Der Spindelkasten hat eine hohe Steifigkeit und kann sich an die schwere spanende Bearbeitung anpassen. Jedes Gleitschienenpaar ist mit einem weichen TSF-Riemen versehen, der den Reibungskoeffizienten erheblich verringert und die Servoreaktionsleistung verbessert. Das Präzisionskugelgewindepaar wird in der X- und Z-Achse verwendet, um eine hohe Bearbeitungsgenauigkeit, Positioniergenauigkeit und Genauigkeitsbeibehaltung sicherzustellen. Der Reitstock hat eine robuste Struktur, die schwerem Schneiden und festem Kohlestich standhält.
Eine CNC-Drehmaschine wird zur Bearbeitung der Oberfläche eines Kohlepflückers verwendet, um die Anforderungen an die Installationspräzision zu erfüllen. Die CNC-Drehmaschine verfügt über ein stabiles und wartungsfähiges horizontales Flachbett. Der Bettfuß ist eine integrierte Kastenstruktur, die aus Gusseisen mit hohem Standard (HT300) in einem Arbeitsgang gegossen wird und durch sekundäre Alterungsbehandlung eine gute Stabilität aufweist. Der Spindelkasten hat eine hohe Steifigkeit und kann sich an die schwere spanende Bearbeitung anpassen. Jedes Gleitschienenpaar ist mit einem weichen TSF-Riemen versehen, der den Reibungskoeffizienten erheblich verringert und die Servoreaktionsleistung verbessert. Das Präzisionskugelgewindepaar wird in der X- und Z-Achse verwendet, um eine hohe Bearbeitungsgenauigkeit, Positioniergenauigkeit und Genauigkeitsbeibehaltung sicherzustellen. Der Reitstock hat eine robuste Struktur, die schwerem Schneiden und festem Kohlestich standhält.
Eine automatische Induktionslöt- und Abschreckmaschine wird zum Zusammenlöten des Kohlepflückrahmens und des Hartmetallkopfs verwendet, und die verbleibende Wärme des Kohlepflückens nach dem Löten wird zum Abschrecken des Kohlepflückens verwendet, um die erforderliche Härte zu erreichen. Die automatische Induktionslöt- und Abschreckmaschine ist mit einem Förderband aus hitzebeständigem Edelstahl ausgestattet. Kohlepicks werden auf die Ständer auf dem Förderband gelegt. Das Förderband leitet die Kohlepicks in die Induktionsspule, um sie auf die erforderliche Löttemperatur zu erwärmen. Die Druckstange der automatischen Induktionslöt- und Abschreckmaschine drückt den Hartmetallkopf nach unten, um während des Lötprozesses Gas freizusetzen. Auf diese Weise kann die Lötqualität sichergestellt werden. Nach dem Löten hat der Steinkohlenpickel noch Restwärme, die zum Abschrecken mehr als ausreichend ist. Dann bewegt der Förderer die Kohlenpickel ein Stück vorwärts, bis die Temperatur auf die Abschrecktemperatur abfällt. Dann ist die Temperatur genau richtig zum Löschen und wird durch ein Infrarotthermometer gesteuert. Die SPS steuert den Manipulator, um Kohlestangen von den Ständen zu entfernen und sie in ein Löschbecken zu legen. Nach Beendigung des Abschreckvorgangs werden die Kohlestangen von einem anderen Förderer aus dem Abschreckbecken befördert. Die gesamten oben genannten Prozesse laufen vollautomatisch ab. Der Bediener muss nur die Kohlenlese auf das Fördergerüst stellen, was die Arbeitskosten erheblich senkt.
Nachricht
Wenn Sie Anregungen oder Fragen für uns haben. Bitte kontaktieren Sie uns.



















