
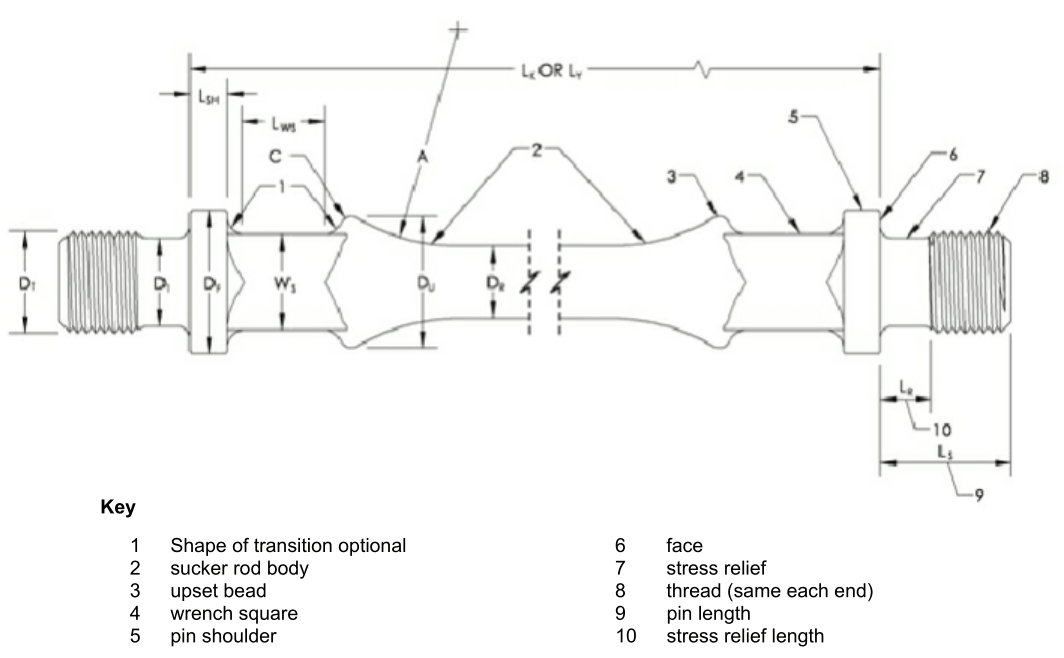
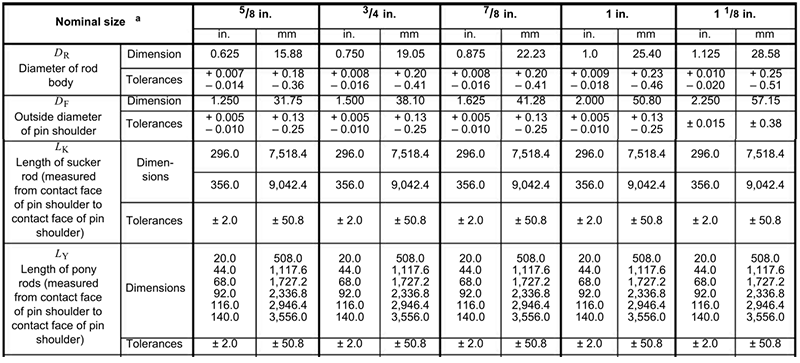
Gemäß der Standard-API 11B sind die Abmessungen und Toleranzen für Stahl-Saugstangen und Stahl-Pony-Stangen wie folgt:
4 Köpfe / min, 2 Schichten / Tag, 260 Arbeitstage / Jahr.
Produktivität pro Jahr 4 × 0,5 × 60 × 2 × 8 × 260 = 499200 Stck

Diese Fertigungsstraße nimmt den Zwischenfrequenzinduktionsofen mit automatischer Lade- und Entladevorrichtung an.
Stahlstangen werden auf der Lagerungsbank gelagert, die Wendeeinrichtung verwandelt die Stahlstange in einen Vorschubrollentisch, dann treibt der Motor mit variabler Frequenz das Untersetzungsgetriebe an, und das Untersetzungsgetriebe treibt die Rolle an, um die Stahlstange vorwärts zu bewegen. Nachdem das Ende des Stahlstabs für eine bestimmte Strecke zum Induktor gesendet wurde, hört die Walze auf, sich zu drehen.
Der Induktionsofen ist mit 2 Induktionssätzen ausgestattet, Induktionsspule GTR40 für Saugstange  "bis
"bis  ", Induktionsspule GTR50 für Saugstange
", Induktionsspule GTR50 für Saugstange "bis
"bis  ". Das Ferninfrarot-Thermometer dient zur Überwachung und Messung der Heiztemperatur der Saugstange in Echtzeit.
". Das Ferninfrarot-Thermometer dient zur Überwachung und Messung der Heiztemperatur der Saugstange in Echtzeit.
Der Induktionsofen ist mit einem mit reinem Wasser gefüllten geschlossenen Kühlturm ausgestattet, der sowohl für die Zwischenleistung als auch für den Induktor als Kühlwasser dient. Das zirkulierende Kühlmedium arbeitet in geschlossenen Kreisläufen ohne Fremdverunreinigungen, was nicht nur die Reinheit des Kühlmediums gewährleistet, sondern auch das Phänomen der Verkalkung in der Rohrleitung beseitigt.
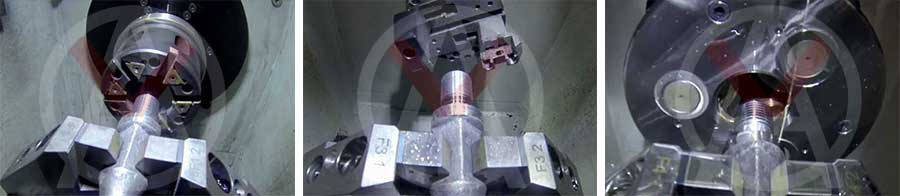
Unsere Horizontalschmiedepresse ist eine Art moderne Horizontalschmiedepresse mit horizontaler Gesenkmontage. Es ist idee ausrüstung für stahl sucker stange stören.
Diese horizontale Schmiedepresse kann Mehrfachhohlraumschmieden realisieren, was für das Stauchen der Saugstange sehr praktisch ist. Das Sammeln von Material, das Formen von Vierkantschlüsseln, das Formen von Stiftschultern und das Kürzen von Kanten können mit nur einem Satz horizontaler Schmiedepressen mit einmaliger Erwärmung erzielt werden, was wirtschaftlich und effizient ist.
Mit der Installation eines Industrieroboters ist es sehr einfach, eine automatische Produktion zum Stauchen der Saugstange zu realisieren.
Es ist einfach Gesenke zu installieren und Gesenke einzustellen.
Diese horizontale Schmiedepresse hat eine gute Steifigkeit und eine ausgezeichnete Präzision beim Stauchen der Saugstange.
Die SPM ist bis zu 45-mal / min und bringt eine hohe Produktivität.
Die Kupplung der Horizontalstauchpresse verwendet eine Einzelträgheits-Schwimmblockstruktur mit geringer Trägheit, die den Vorteil hat, weniger Wärme zu erzeugen, eine lange Lebensdauer zu haben und nach dem Verschleiß leicht auszutauschen.
Die Spannkraft unserer Stauchpresse beträgt das 1,11-fache der Stauchkraft, wodurch sichergestellt wird, dass der verbleibende Teil des Stahlstabs während des Stauchvorgangs sicher gespannt wird.
Alle massiven Stahlsaugstangen "bis " können mit einem Satz horizontaler Schmiedepressen mit verschiedenen Gesenken gestaucht werden.
Die Fertigungsstraße nimmt Zwischenfrequenzwärmebehandlungsausrüstung mit automatischer Zufuhr- und Entladevorrichtung an.
Die Saugstangen werden auf der Ablage abgelegt, die Wendeeinrichtung verwandelt die Saugstange in den Einzugswalzentisch. Die Vorschubtransportrolle besteht aus einer V-förmigen Rolle, die in einem bestimmten Winkel angeordnet ist, so dass sich die Saugstange mit der Drehung vorwärts bewegt. Die Saugstange wird von der Rollenvorschubeinrichtung zum ersten Induktor geschickt, um bis zu einer bestimmten Temperatur aufzuheizen. Der zweite Induktor ist ein Nachführinduktor, der speziell zur Kompensation der Temperatur für das störende Ende der Saugstange vorgesehen ist. Nachdem sich das Stauchende der Saugstange aus dem ersten Induktor herausbewegt hat, bewegt sich der Nachführinduktor zusammen mit dem Stauchende der Saugstange, um das Stauchende der Saugstange zu erwärmen, wodurch die Temperatur jedes Teils der Saugstange gleichbleibend wird. Die Förderrolle schickte die Saugstange zum Abschrecken an den Wassermantel. Die Förderrolle schickte die Saugstange zum Temperieren an den dritten Induktor, wenn die Saugstange das Abschrecken beendet hat. Der dritte Induktor dient zur Temperaturerhaltung. Zuletzt wird die Saugstange per Förderrolle auf das Kühlbett übertragen.
Der gesamte Wärmebehandlungsprozess des Abschreckens und Anlassens von Saugstangen (Laden, Fördern, Erhitzen, Zuführen, Übertragen, Entladen usw.) wird automatisch vom Industrie-Personalcomputer gesteuert.
Der Computer befindet sich in der zentralen Steuerposition der gesamten Wärmebehandlungsanlage. Der Computer gibt nach der Berechnung und umfassenden Analyse des erfassten Temperatursignals einen entsprechenden Befehl an die Stromversorgung aus, der die Stromversorgung zu einer entsprechenden Leistung veranlasst. Produktionsdatum, -zeit und Heiztemperatur werden in Echtzeit aufgezeichnet und gespeichert und können regelmäßig an die Managementebene übermittelt werden.
Die Wärmebehandlungsausrüstung nimmt Ferninfrarot-Thermometer an. Die Genauigkeit der Temperaturmessung beträgt ± 0,3% ± 1 ° C vom Messwert.
Die Saugerstangen werden auf der Ablage abgelegt, Wendeeinrichtung dreht die Saugerstange in die Einzugswalzenbahn , Dann treibt der Motor mit variabler Frequenz das Untersetzungsgetriebe an, wobei das Untersetzungsgetriebe die Walze antreibt, um die Saugstange vorwärts zu bewegen. Nachdem das Ende der Saugstange für eine bestimmte Strecke durch die Spindelbohrung an die CNC-Drehmaschine gesendet wurde, hört die Walze auf, sich zu drehen.
Die CNC-Drehmaschine ist mit einem FANUC-CNC-System und einem Servomotor ausgestattet.
Nachricht
Wenn Sie Anregungen oder Fragen für uns haben. Bitte kontaktieren Sie uns.



















