
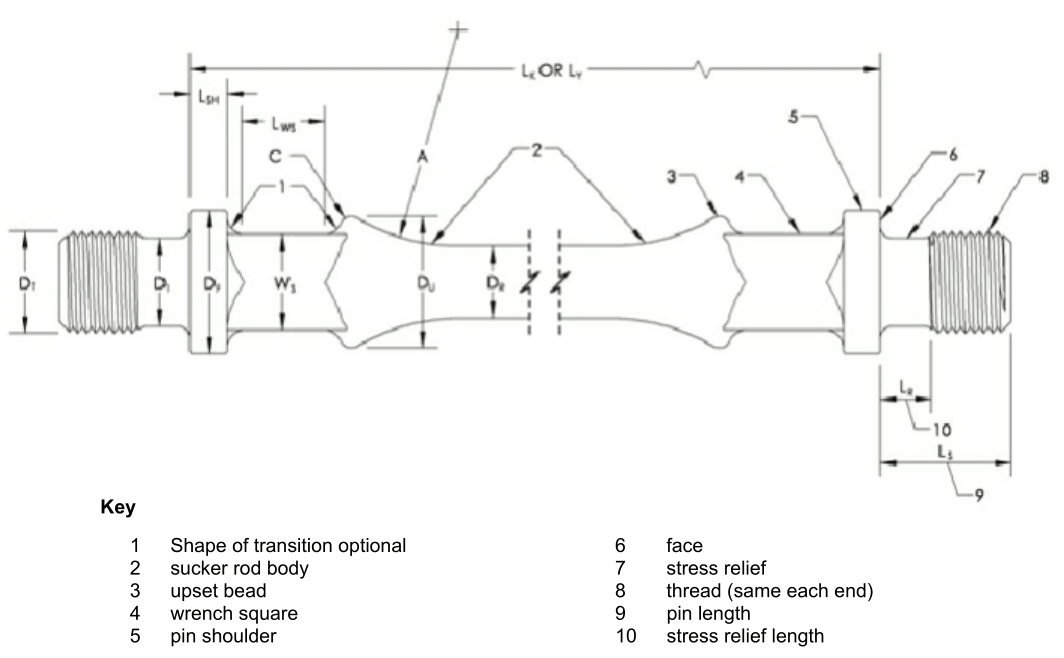
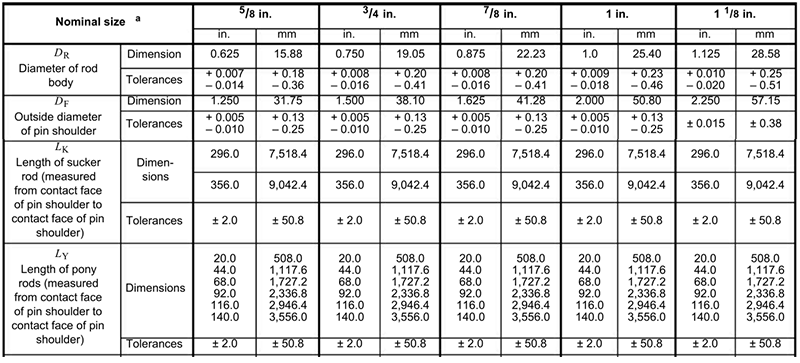
De acordo com a norma API 11B , as dimensões e tolerâncias para hastes de aço e hastes de aço são as seguintes:
4 cabeças / min, 2 turnos / dia, 260 dias úteis / ano.
Produtividade por ano 4 × 0,5 × 60 × 2 × 8 × 260 = 499200 unidades

Esta linha de produção adota o forno de indução de freqüência intermediária com dispositivo automático de carga e descarga.
Barras de aço são armazenadas na bancada de armazenamento, dispositivo de volume de negócios transforma a barra de aço em mesa de rolo de alimentação, então o redutor de acionamentos de motor de frequência variável, o redutor aciona o rolo para girar para fazer barra de aço para a frente. Depois que o final da barra de aço é enviado ao indutor por uma certa distância, o rolo pára de girar.
O forno de aquecimento por indução é equipado com 2 conjuntos de indutores, indutor GTR40 para haste de bombeio de  "a
"a  ", indutor GTR50 para haste de bombeio de
", indutor GTR50 para haste de bombeio de  "a
"a  ". O termômetro infravermelho distante é usado para monitorar e medir a temperatura de aquecimento da haste de bombeio em tempo real.
". O termômetro infravermelho distante é usado para monitorar e medir a temperatura de aquecimento da haste de bombeio em tempo real.
O forno de indução é equipado com uma torre de resfriamento de tipo fechado, preenchida com água pura, que é usada para fornecer água de resfriamento tanto para a potência intermediária quanto para o indutor. O meio de resfriamento circulante estátrabalhando nas circulações fechadas , sem quaisquer impurezas estranhas, o que não só garante a pureza do meio de resfriamento, mas também elimina o fenômeno de escamação dentro do encanamento.
Nossa prensa de forja horizontal é uma espécie de prensa de forjamento horizontal moderna com instalação horizontal de matrizes. É um equipamento de idéia para o choque de hastes de aço.
Esta prensa de forjamento horizontal pode realizar o forjamento de várias cavidades, o que é bastante conveniente para o desvio da haste de bombeio. O recolhimento de materiais , a formação de quadrados de chaves, a formação de rebites e o corte de flamante podem ser obtidos por apenas um conjunto de prensa de forjamento horizontal com um aquecimento de tempo , que é econômico e eficiente .
É muito fácil realizar a produção automática de ventosas com ventosas com a instalação do robô da indústria.
É simples instalar matrizes e ajustar matrizes.
Esta prensa de forjamento horizontal possui boa rigidez, com excelente precisão de desvio da haste de bombeio.
O SPM é de até 45 vezes / min, trazendo alta produtividade.
A embraiagem de imprensa perturbador horizontal adota inércia única estrutura de bloco flutuante com pequena inércia, o qual tem a vantagem de gerar menos calor, LIF longo de trabalho e e fácil de substituir depois é w orn fora.
A força de fixação da nossa prensa de recalque é de 1,11 vezes de força de atrito, o que garante que a parte remanescente da barra de aço esteja bem presa durante o processo de atrito.
Todas as hastes de sucção de aço sólido de "a " podem ser deslocadas por um conjunto de prensa de forjamento horizontal com diferentes matrizes.
A linha de produção adota equipamentos de tratamento térmico de freqüência intermediária com dispositivo automático de alimentação e descarga.
Varas de otário são armazenadas na bancada de armazenamento , o dispositivo de volume de negócios transforma a haste de bombeio na mesa do rolo de alimentação. O rolo transportador de alimentação é composto de rolo em forma de V, que é colocado em um determinado ângulo, de modo que faz com que a haste de bombeio avance com rotação. A haste de bombeio é enviada ao primeiro indutor pelo dispositivo alimentador de rolos para aquecimento até uma certa temperatura. O segundo indutor está rastreando o indutor que é especial para compensar a temperatura da extremidade retificadora da haste de bombeio. Depois que a extremidade perturbadora da haste de bombeio se move para fora do primeiro indutor, o indutor de rastreio se move junto com a extremidade retificadora da haste de bombeio para aquecer a extremidade perturbadora da haste de bombeio que torna a temperatura de cada parte da haste de bombeio consistente. O rolo transportador enviou a haste de bombeio para a camisa de água para extinção. O rolo transportador enviou a haste de bombeio para o terceiro indutor para temperar quando a haste de bombeio termina a têmpera. O terceiro indutor é usado para manter a temperatura. Por último, a haste de bombeio está transmitindo pelo rolo transportador para o leito de resfriamento.
Todo o processo de tratamento térmico da têmpera e têmpera da haste de sucção (carregamento, transporte, aquecimento, alimentação, transmissão, descarga, etc.) é controlado automaticamente pelo Computador Pessoal Industrial.
O computador está na posição de controle do núcleo em todo o conjunto de equipamentos de tratamento térmico. O computador emite um comando correspondente para a fonte de alimentação após o cálculo e análise abrangente do sinal de temperatura coletado que faz com que a energia da fonte de alimentação seja correspondente. A data de produção, o tempo e a temperatura de aquecimento são registrados e armazenados em tempo real e podem ser entregues regularmente ao nível de gerenciamento.
O anúncio do equipamento de tratamento térmico opta pelo termômetro infravermelho distante. A precisão da medição da temperatura é de ± 0,3% ± 1 ° C do valor medido.
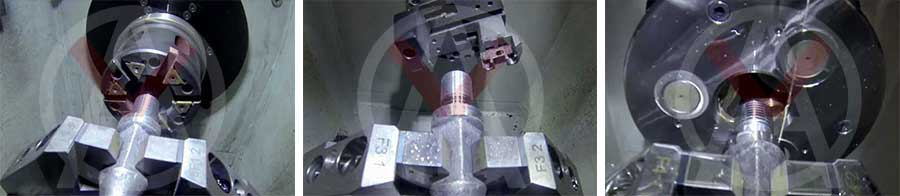
A linha de produção da haste do otário adota o torno do CNC completo com o dispositivo automático de alimentação e descarregamento.
A haste do otário é armazenada na bancada de armazenamento, o dispositivo de viragem vira a haste de bombeio para o transportador de rolos de alimentação , então redutor de acionamento de motor de frequência variável, o redutor aciona o rolo para girar a fim de fazer a haste de bombeio para frente. Após o final da haste de bombeio ser enviado para o torno CNC através do furo do fuso durante uma certa distância, o rolo pára de rodar.
O torno CNC está equipado com sistema CNC e servo motor FANUC.
mensagem
Se você tem alguma sugestão ou pergunta para us.Please contactar-nos.



















