
Производственная линия для добычи угля состоит из дисковой пилы с ЧПУ, автоматической индукционной печи средней частоты, машины для удаления накипи оксидного покрытия, ковочного пресса, дробеструйной машины, токарного станка с ЧПУ, сверлильного станка, обрабатывающего центра, машины для стыковой сварки, автоматической пайки и закалки, печи для отпуска, стопорное кольцо установки машины, смазка и сушильной машины, и т.д.

4 шт / мин, 2 смены / день, 260 рабочих дней / год. Производительность за год 4 × 60 × 2 × 8 × 260 = 998400 шт.
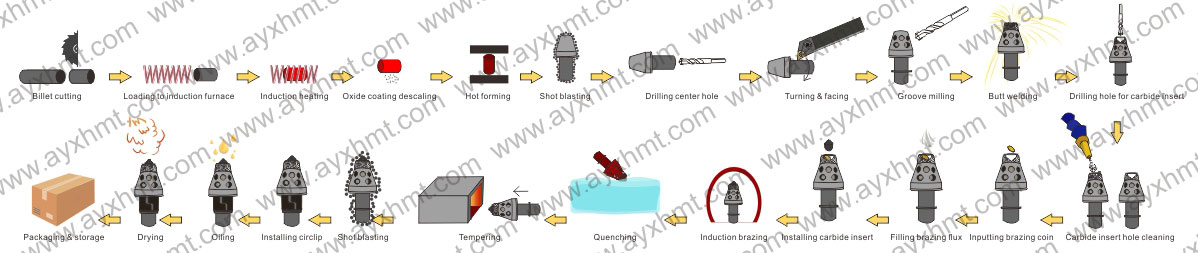
Дисковая пила с ЧПУ используется для эффективного и точного отрезания стальной заготовки. Резка стальной заготовки дисковой пилой с ЧПУ практически не имеет наклона профиля, что очень удобно для дальнейшего процесса формования, особенно при подборе угля в вертикальном положении. Резка стальной заготовки дисковой пилой с ЧПУ имеет очень небольшую погрешность веса, что является гарантией закрытой штамповки без фрезерования. Эффективность работы дисковой пилы с ЧПУ в 5 раз больше, чем у традиционной ленточной пилы. Один оператор может без проблем работать с 4 комплектами дисковых пил с ЧПУ и с меньшими затратами труда.
Автоматическая индукционная печь промежуточной частоты используется для нагрева стальной заготовки до необходимой температуры ковки. Эта индукционная печь оснащена автоматическим ступенчатым загрузчиком, оператору необходимо только загружать стальные заготовки в ступенчатый загрузчик оптом. Автоматический загрузчик ступеней поднимает стальную заготовку горизонтально к каналу подачи, цепь или пневматический стержень подачи толкают стальную заготовку в индукционную катушку. Внутри индукционной катушки стальная заготовка нагревается до необходимой температуры ковки. Индукционная печь оснащена инфракрасным термометром для определения температуры стальной заготовки. Градирня закрытого типа применяется для охлаждения как индукционной катушки, так и источника питания промежуточной частоты.

Ковочный пресс используется для формирования основной формы угольного кирки. Чтобы уменьшить оксидное покрытие и улучшить качество поверхности, в этом процессе применяется горячая ковка. Ход достаточно длинный для формирования угольного пика. Не только ковочный пресс, но также ковочные штампы и графитовый распылитель могут поставляться вместе.
 Токарный станок с ЧПУ используется для обработки поверхности угольного крана, чтобы удовлетворить требования точности установки. Токарный станок с ЧПУ принимает прочную и исправную горизонтальную плоскую станину. Лапка кровати представляет собой цельную коробчатую конструкцию, которая отливается из высокопрочного чугуна (HT300) за один раз и обладает хорошей стабильностью благодаря вторичной обработке старением. Шпиндельная коробка обладает высокой жесткостью и может адаптироваться к интенсивной обработке резанием. Каждая пара направляющих рельсовых направляющих покрыта мягким ремнем TSF, что значительно снижает коэффициент трения и улучшает характеристики сервопривода. Прецизионная шарико-винтовая пара используется по осям X и Z, чтобы обеспечить высокую точность обработки, точность позиционирования и сохранение точности. Задняя бабка имеет прочную конструкцию, чтобы выдерживать интенсивную резку и фиксировать уголь.
Токарный станок с ЧПУ используется для обработки поверхности угольного крана, чтобы удовлетворить требования точности установки. Токарный станок с ЧПУ принимает прочную и исправную горизонтальную плоскую станину. Лапка кровати представляет собой цельную коробчатую конструкцию, которая отливается из высокопрочного чугуна (HT300) за один раз и обладает хорошей стабильностью благодаря вторичной обработке старением. Шпиндельная коробка обладает высокой жесткостью и может адаптироваться к интенсивной обработке резанием. Каждая пара направляющих рельсовых направляющих покрыта мягким ремнем TSF, что значительно снижает коэффициент трения и улучшает характеристики сервопривода. Прецизионная шарико-винтовая пара используется по осям X и Z, чтобы обеспечить высокую точность обработки, точность позиционирования и сохранение точности. Задняя бабка имеет прочную конструкцию, чтобы выдерживать интенсивную резку и фиксировать уголь.
Автоматическая машина для индукционной пайки и закалки используется для пайки рамы подборщика угля и головки из цементированного карбида, а оставшаяся теплота сбора угля после пайки используется для закалки выборки угля для достижения требуемой твердости. Автоматическая индукция пайки и закалки машина оснащена конвейером из жаропрочной нержавеющей стали. Угольные выборы являются местом на стендах на конвейер, конвейер будет пересылать угольные медиаторы в индукционной катушке, чтобы нагреть их до требуемой температуры пайки твердым припоем. Прессования стержень автоматической индукционной пайки и закалки машины будет давить вниз головой карбида для выпуска газа во время процесса пайки твердым припоем, таким образом, качество пайки твердым припоем может быть обеспечена. После пайки твердым припоем, уголь выбрать до сих пор остаточное тепло, которое более чем достаточно для закалки. Затем конвейер перемещает угль кирку вперед на некоторое расстояние, пока температура не упадет до температуры закалки. Тогда температура как раз для закалки и направленных инфракрасным термометром, средства управления PLC манипулятор для удаления угля выбирает из стендов, и поместить их в бассейне закалки. После завершения процесса закалки закончен, угольные кирки которые получили из закалки бассейна другого конвейера. Целые процессы выше в полностью автоматическом режиме, оператор должен только положить уголь пикировку трибунами на конвейерную стенде, значительно уменьшая затраты на рабочую силу.
Сообщение
Если у вас есть какие-либо предложения или вопросы для нас. Пожалуйста, свяжитесь с нами.



















